


 русский
русский Français
Français 日本語
日本語 Latine
Latine 한국어
한국어 Tiếng Việt
Tiếng Việt ไทย
ไทย বাংলা
বাংলা عربى
عربى Hrvatski
Hrvatski čeština
čeština dansk
dansk Nederlands
Nederlands Pilipino
Pilipino Suomalainen
Suomalainen Deutsch
Deutsch Magyar
Magyar Indonesia
Indonesia italiano
italiano Gaeilge
Gaeilge Bahasa Melayu
Bahasa Melayu فارسی
فارسی norsk
norsk Polskie
Polskie Português
Português Română
Română Español
Español Slovák
Slovák svenska
svenska Türk
TürkZískajte informácie o našich priemyselných výstavách a nedávnych udalostiach v našej spoločnosti. $ $
• CNC brúska nožov využíva riadenie programu PLC, ktoré sa ľahko obsluhuje, je rýchle, stabilné, ...
See DetailsZákladný postup použitia a stroj na brúsenie rovných nožov nasleduje štruktúrovaná postupnosť: príprava a kontrola stroja, montáž čepele a nastavenie upínacieho prostriedku, konfigurácia parametrov brúsenia, samotný priechod brúsenia, kontrola brúsenej hrany a konečná úprava alebo čistenie. Správne vykonanie každého kroku je nevyhnutné na dosiahnutie ostrej, geometricky presnej hrany bez poškodenia čepele alebo stroja. Nasledujúce časti podrobne prechádzajú každou fázou s návodom na bežné nastavenia, bezpečnostné požiadavky a kontrolné body kvality.
Brúska s rovnými nožmi je presný brúsny systém navrhnutý špeciálne pre dlhé čepele s rovnými hranami a obrobky – druhy, ktoré sa používajú pri výrobe papiera, tlači, spracovaní dreva, textilu, spracovaní potravín a rezaní plastov. Na rozdiel od stolových brúsok alebo univerzálnych nástrojových brúsok, brúska s rovnými nožmi obsahuje špeciálny pracovný stôl a systém upevnenia navrhnutý tak, aby držal dlhú čepeľ plochú a pevnú po celej dĺžke brúsneho priechodu. To eliminuje kývanie, bočný posun a nerovnomerný tlak, ktorý by inak spôsobil nekonzistentnú geometriu hrán.
Napríklad brúska s priamym nožom série MDD využíva vysokokvalitné brúsne kotúče a pokročilú technológiu brúsenia na zabezpečenie veľkej a konzistentnej kontaktnej plochy medzi kotúčom a povrchom čepele. To maximalizuje úber materiálu na jeden prechod, zlepšuje rovnomernosť povrchovej úpravy a – pretože teplo je distribuované cez širšiu oblasť – znižuje riziko lokálneho prehriatia, ktoré by mohlo zmeniť temperovanie čepele alebo spôsobiť deformáciu. Pochopenie toho, ako to stroj dosahuje, pomáha operátorovi robiť lepšie rozhodnutia o nastavení a parametroch v každej fáze procesu.
Pred umiestnením kotúča na stroj dôkladná kontrola pred prevádzkou chráni obsluhu aj obrobok. Preskočenie tejto fázy je hlavnou príčinou zlých výsledkov brúsenia a poškodenia zariadenia.
Brúsny kotúč je najdôležitejšou bezpečnostnou súčasťou stroja. Pred naštartovaním vizuálne skontrolujte koleso, či nemá praskliny, triesky alebo nerovnomerné opotrebovanie. Prasknuté koleso sa môže pri prevádzkovej rýchlosti rozpadnúť, čo predstavuje vážne nebezpečenstvo. Nikdy nepracujte s kolesom, ktoré vykazuje akúkoľvek viditeľnú prasklinu, akokoľvek malú. Skontrolujte, či je koleso správne namontované – správne namontované s prírubou, s nasadeným piškom (papierovým tesnením) a s uťahovacou maticou utiahnutou podľa špecifikácií výrobcu. Ak sa kotúč nedávno nepoužíval, pred začatím brúsenia ho nechajte bežať pri prevádzkovej rýchlosti aspoň jednu minútu bez kontaktu s obrobkom.
Skontrolujte, či je nádržka chladiacej kvapaliny naplnená na správnu úroveň a či je tryska chladiacej kvapaliny správne nasmerovaná na kontaktnú zónu kotúča. Chladiaca kvapalina slúži na dva účely: znižuje teplotu brúsenia, aby chránila tepelné spracovanie čepele, a odplavuje triesky (kovové nečistoty z brúsenia) preč z kontaktnej zóny, aby sa zabránilo opätovnému rezu a poškriabaniu povrchu. Uistite sa, že čerpadlo chladiacej kvapaliny funguje správne a že nie sú žiadne zablokované vedenia alebo netesné spoje.
Utrite povrch pracovného stola a všetky povrchy magnetického skľučovadla dočista handričkou, ktorá nepúšťa vlákna. Dokonca aj malé úlomky alebo čiastočky na povrchu stola spôsobia nerovnomerné usadenie čepele, čo spôsobí chybu naklonenia do skosenia na zemi. Skontrolujte, či sa stôl voľne posúva po celom svojom rozsahu a či blokovací mechanizmus stola funguje správne.

Pred montážou kotúča zhodnoťte jeho aktuálny stav, aby ste určili, ako by sa malo pristupovať k brúseniu.
Správna montáž čepele je najdôležitejším faktorom kvality ostria. Nesprávne zaistená čepeľ bude počas brúsenia vibrovať, čím vznikne zvlnená alebo nepravidelná hrana a v závažných prípadoch sa čepeľ môže posunúť alebo vysunúť z prípravku.
Položte nôž naplocho na pracovný stôl tak, aby brúsená hrana smerovala ku kotúču. Zarovnajte zadnú časť čepele proti referenčnému vodidlu alebo zarážke stola, aby ste sa uistili, že sedí kolmo v smere pohybu stola. Na strojoch vybavených magnetickým skľučovadlom aktivujte magnetické uchytenie – to poskytuje veľkú, rovnomernú upínaciu silu po celej dĺžke čepele bez koncentrácií napätia, ktoré môžu spôsobiť mechanické svorky.
Pre čepele, ktoré sú príliš tenké na spoľahlivé magnetické držanie, alebo pre čepele z neželezných kovov, ktoré magnetické skľučovadlo neudrží, použite systém mechanického upínania stroja. Aplikujte svorky v pravidelných intervaloch pozdĺž dĺžky čepele – zvyčajne každých 200–300 mm pre čepele dlhšie ako 600 mm. Svorky utiahnite rovnomerne, aby ste sa vyhli zavedeniu bočného oblúka do čepele. Pracovný stôl a upínací systém série MDD je špeciálne navrhnutý tak, aby udržal dlhé čepele a obrobky stabilný počas celého brúsenia, eliminuje otrasy alebo polohové odchýlky to by ohrozilo geometriu hrán.
Väčšina brúsok s rovnými nožmi umožňuje naklonenie pracovného stola alebo brúsnej hlavy pre nastavenie požadovaného uhla skosenia. Bežné uhly skosenia pre priemyselné rovné nože siahajú od 15° až 35° , v závislosti od použitia: nižšie uhly (15°–20°) pre jemné rezanie papiera a fólií, strmšie uhly (25°–35°) pre drevoobrábacie a ťažšie materiály. Pred pokračovaním nastavte uhol pomocou stupnice stroja a pevne ju zaistite. Overte nastavený uhol oproti pôvodnej špecifikácii kotúča alebo uhlu odporúčanému výrobcom pre zamýšľanú aplikáciu.
Nastavenie správnych parametrov mletia pred prvým rezom určuje tak efektivitu procesu, ako aj kvalitu výsledku. Hlavné premenné na konfiguráciu sú rýchlosť kolesa, rýchlosť posuvu stola, hĺbka rezu na prejazd a prietok chladiacej kvapaliny.
| Parameter | Typický rozsah | Účinok príliš vysokého nastavenia | Účinok príliš nízkeho nastavenia |
|---|---|---|---|
| Rýchlosť brúsneho kotúča | 1 400 – 2 800 ot./min (líši sa podľa priemeru kolesa) | Prehriatie, riziko zlomenia kolesa | Zlá povrchová úprava, zaťaženie kolies |
| Rýchlosť posuvu stola | 2–15 m/min | Stopy po chvenie, nerovnomerné odstránenie | Nadmerné teplo, zasklené koleso |
| Hĺbka rezu na jeden priechod | 0,01–0,05 mm (hrubovanie); 0,005 – 0,01 mm (dokončenie) | Pálenie, deformácia čepele | Potrebné nadmerné prihrávky, neefektívnosť |
| Prietok chladiacej kvapaliny | 5–20 l/min v závislosti od veľkosti kolies | Striekanie, nevyváženosť kolies, ak je nadmerná | Prehrievanie, zlý odvod triesok |
Vo všeobecnosti používajte väčšiu hĺbku rezu a vyššiu rýchlosť posuvu na hrubovacie prechody (odstránenie poškodenia alebo obnovenie značne opotrebovaného skosenia), potom pri dokončovacích prechodoch znížte oboje. Posledný jeden alebo dva prechody by mali mať hĺbku rezu nie väčšiu ako 0,005–0,01 mm na vytvorenie jemného, konzistentného okraja bez rizika poškodenia teplom.
So zaisteným kotúčom, nastaveným uhlom a nakonfigurovanými parametrami môže začať brúsenie. Poradie je nasledovné:
Počas operácie brúsenia monitorujte teplotu čepele dotykom na nebrúsenom konci medzi prechodmi. Ak je čepeľ na dotyk viac než teplá, nechajte medzi prechodmi dodatočný čas chladenia alebo zvýšte prietok chladiacej kvapaliny. Zafarbenie čepele (modrá alebo hnedá farba slamy na skosenej ploche) naznačuje, že oceľ bola prehriata a tepelné spracovanie mohlo byť zmenené — ak k tomu dôjde, zastavte a prehodnoťte parametre.
Orovnávanie brúsnych kotúčov je často prehliadanou, ale nevyhnutnou súčasťou procesu brúsenia priamych nožov. Keď sa kotúč brúsi, jeho rezná plocha sa zaťaží kovovými časticami a jeho brúsne zrná sa zmatnia a zosklovatia. Glazovaný kotúč stráca schopnosť rezania, vytvára viac tepla a vytvára horšiu povrchovú úpravu.
Opravte koleso pomocou vstavanej orovnávacej jednotky stroja – zvyčajne diamantovej orovnávačky namontovanej na posuvnom posúvači. Proces orovnávania odstraňuje tenkú vrstvu z povrchu kotúča, čím sa obnažujú čerstvé, ostré brúsne zrná a kotúču sa obnovuje jeho skutočný valcový tvar. Pred začatím brúsenia kotúč ošetrite vždy, keď sa kotúč javí ako glazúrovaný alebo sa zhorší jeho povrchová úprava, a po akejkoľvek úprave kotúča po náraze alebo poškodení. Typický orovnávací prechod odoberie 0,01–0,02 mm z priemeru kotúča a prechádza diamantom cez čelo kotúča rýchlosťou 100–300 mm/min.
Po dokončení brúsenia musí byť čepeľ pred vrátením do prevádzky alebo prehlásením za dokončenú skontrolovaná. Systematická kontrola zahŕňa:
Najjednoduchším funkčným testom ostrosti je test papierových rezov: držte prúžok papiera zvisle a pretiahnite cezň ostrie čepele. Ostrá čepeľ krája čisto s minimálnym odporom; tupá alebo poškodená čepeľ sa roztrhne alebo zachytí. Pre vyššiu presnosť môže optická kontrola okrajov pomocou lupy (10×–20× zväčšenie) odhaliť mikroodštiepenie, tvorbu okrajov drôtu alebo povrchové škrabance, ktoré test papiera nemusí odhaliť.
Pomocou uhlomeru skosenia alebo digitálneho uhlomeru skontrolujte, či sa skosenie zeme zhoduje so špecifikovaným uhlom. Dokonca aj odchýlka 1°–2° od cieľového uhla môže ovplyvniť rezný výkon a životnosť kotúča pri presných aplikáciách. Ak sa nameraný uhol odchyľuje od špecifikácie, upravte nastavenie sklonu stola a pred konečným prijatím vykonajte opravný prechod.
Čepeľ položte naplocho na povrchovú dosku a pomocou úchylkomeru alebo škárovej mierky skontrolujte, či sa počas brúsenia nevyskytli žiadne vyklenutie alebo skrútenie. Pre čepele používané v aplikáciách presného rezania, tolerancia priamosti je typicky 0,05 mm alebo lepšia po celej dĺžke čepele. Čepeľ, ktorá sa zdeformovala počas brúsenia, sa musí prehodnotiť – deformácia spôsobená brúsením je zvyčajne spôsobená prehriatím a je znakom, že je potrebné upraviť parametre.
Skontrolujte skosenú plochu pod lúčom svetla alebo pomocou komparátora povrchovej úpravy. Povrch brúseného povrchu by mal vykazovať konzistentné, paralelné stopy po brúsení po celej svojej dĺžke, bez krížového šrafovania, nepravidelných škvŕn alebo popálenín. Drsnosť povrchu (Ra) 0,4–0,8 µm je typická pre správne vykonaný dokončovací prechod na brúske s rovným nožom.
Brúsením sa vždy vytvorí okraj drôtu (tiež nazývaný otrep) - tenký kovový úlomok, ktorý sa prehne cez vrchol okraja na strane protiľahlej k skoseniu zeme. Táto hrana drôtu musí byť odstránená skôr, ako bude čepeľ fungovať správne.
U väčšiny priemyselných priamych nožov sa ostrie drôtu odstraňuje ľahkým honovaním pomocou jemnozrnného honovacieho kameňa alebo keramickej tyčinky ťahanej pozdĺž plochej strany čepele pod veľmi malým uhlom (5°–10°). Dva až tri ľahké ťahy striedavo po stranách prehnite hranu drôtu tam a späť, kým sa úplne neodlomí. V prípade čepelí s veľmi jemným ostrím po honovaní zľahka remeň na kožený remienok. Počas odihlovania nevyvíjajte veľký tlak — cieľom je odstrániť okraj drôtu bez toho, aby sa zmenil starostlivo vybrúsený uhol skosenia alebo zaoblenie vrcholu okraja.
Po brúsení a kontrole musí byť čepeľ pred uskladnením alebo opätovnou inštaláciou vyčistená a chránená. Zvyšková chladiaca kvapalina na povrchu čepele spôsobí rýchlu oxidáciu, ak sa neodstráni, najmä čepele z uhlíkovej ocele.
Po vybratí čepele očistite pracovnú dosku stroja a povrchy upevnenia, prepláchnite chladiaci systém, ak bude stroj dlhší čas nečinný, a zakryte brúsny kotúč, aby ste ho chránili pred znečistením.
Aj skúsení operátori sa stretávajú s problémami s brúsením. Pochopenie príčiny každého problému umožňuje rýchlu diagnostiku a nápravu.
| Problém | Pravdepodobná príčina | Nápravné opatrenie |
|---|---|---|
| Nerovný okraj pozdĺž dĺžky čepele | Čepeľ nie je upnutá naplocho; čepeľ sklonená | Znovu upnite; pred brúsením skontrolujte a opravte oblúk čepele |
| Modré sfarbenie na skosenej ploche | Prehriatie; nedostatočné množstvo chladiacej kvapaliny; hĺbka rezu je príliš ťažká | Znížte hĺbku rezu; zvýšiť prietok chladiacej kvapaliny; skontrolujte zasklené koleso |
| Škvrny na povrchu zeme | Rýchlosť posuvu je príliš vysoká; nevyváženosť kolies; voľné upevnenie | Znížte rýchlosť posuvu; balančné koleso; skontrolujte tesnosť svorky |
| Zaťaženie kolesa (rozmazaný povrch kolesa) | Kotúč je príliš jemný alebo príliš tvrdý na materiál čepele; nedostatočné chladenie | Koliesko na šaty; prepnite na hrubšie alebo mäkšie koleso |
| Odlamovanie hrán po brúsení | Uhol skosenia je príliš ostrý; oceľ čepele skrehnutá prehriatím | Zvýšte uhol skosenia; skontrolujte, či nedošlo k poškodeniu teplom a v prípade potreby znova temperujte |
| Nejednotná povrchová úprava po celej šírke | Koleso nie je správne oblečené; nesprávny sklon stola | Koliesko na šaty; znova skontrolujte a resetujte uhol sklonu stola |
Operácie brúsenia zahŕňajú vysokorýchlostné rotačné brúsivá, obrobky s ostrými hranami a vzduchom prenášané kovové častice. Dodržiavanie bezpečných prevádzkových postupov chráni obsluhu a zabezpečuje konzistentné výsledky.
Kvalita procesu brúsenia rovného noža je priamo formovaná dizajnom stroja a výrobným rodokmeňom. Brúska s priamymi nožmi série MDD je skonštruovaná tak, aby zvládla celý rad dlhých priemyselných priamych nožov – vrátane tých, ktoré sa používajú v papierenskom, tlačiarenskom, drevospracujúcom, textilnom, potravinárskom, lesnom a plastovom priemysle. Medzi jeho kľúčové konštrukčné prvky patrí účelovo vytvorený pracovný stôl a systém upevnenia, ktorý udržuje stabilitu čepele po celej dĺžke brúsneho prechodu, pokročilá technológia brúsneho brúsenia, ktorá poskytuje veľkú kontaktnú plochu kotúča s čepeľou pre vysokú účinnosť, a účinný systém tepelného manažmentu, ktorý riadi tvorbu tepla na ochranu metalurgie čepele.
Spoločnosť Jiangsu Best CNC Machinery Co., Ltd., výrobca za radom MDD, prináša 35 rokov špecializácie na výrobu ostriacich strojov k tejto produktovej rade. Spoločnosť, ktorá pôsobí ako najväčšia profesionálna výrobná základňa strojov na ostrenie v Číne, je zodpovedná za navrhovanie národných noriem pre ostriace stroje v Číne – zodpovednosť, ktorá odráža technickú hĺbku a priemyselnú pozíciu jej inžinierskeho tímu. Spoločnosť drží Certifikácia systému kvality ISO 9001 a certifikácia CE a jej produkty majú vývozné licencie pre medzinárodné trhy. Jeho interné možnosti zahŕňajú výskum a vývoj, presné obrábanie, testovanie, montáž a inštaláciu zariadenia a uvedenie do prevádzky – zaisťujú, že každý stroj bude poskytovať výkon a opakovateľnosť, ktorú si vyžaduje priemyselné brúsenie čepelí.
Kompletný proces brúsenia rovným nožom možno zhrnúť do deviatich krokov, z ktorých každý vychádza z posledného, aby sa zabezpečil bezpečný, efektívny a vysokokvalitný výsledok:
Dôsledné dodržiavanie tohto procesu – s dôrazom na každý detail nastavenia a kontrolný bod kvality – umožňuje operátorom dosiahnuť opakovateľné, vysoko presné výsledky ostria v širokej škále typov čepelí a priemyselných aplikácií , pričom chráni tak životnosť čepele, ako aj integritu samotnej brúsky.

• CNC brúska nožov využíva riadenie programu PLC, ktoré sa ľahko obsluhuje, je rýchle, stabilné, ...
See Details
• Celý stroj využíva vysoko pevnú portálovú zváraciu štruktúru s pevnou a kompaktnou celkovou kon...
See Details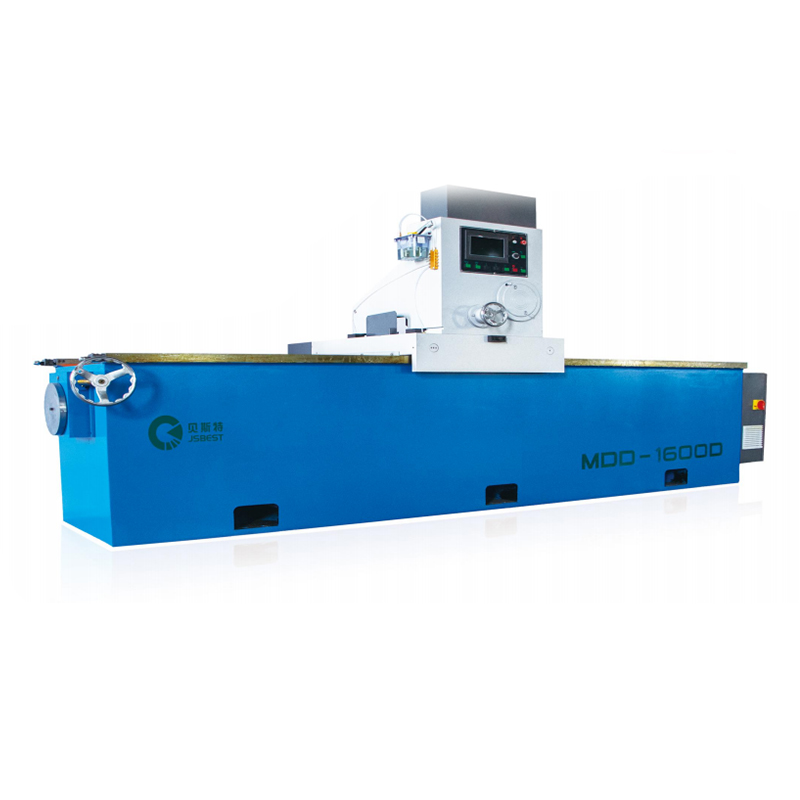
• Brúska využíva portálové lôžko, vysokokvalitné zváranie oceľových plechov, vysokoteplotné tempe...
See Details
• Na elimináciu vnútorného napätia je použitá vysokopevnostná zváraná oceľová konštrukcia ...
See Details
Brúska s dvojitou hlavou je efektívne brúsne zariadenie, ktoré kombinuje hrubé brúsenie a jemné b...
See Details
Vysokovýkonná povrchová frézka a brúska je efektívne spracovateľské zariadenie, ktoré integruje f...
See Details
• Táto brúska s okrúhlymi nožmi využíva program PLC na ovládanie časti automatického podávania, k...
See Details
Konštrukčné vlastnosti CNC brúsky s kruhovým nožom: • Vysoká presnosť brúsenia, hádzanie osi v...
See DetailsZískajte informácie o našich priemyselných výstavách a nedávnych udalostiach v našej spoločnosti. $ $





