


 русский
русский Français
Français 日本語
日本語 Latine
Latine 한국어
한국어 Tiếng Việt
Tiếng Việt ไทย
ไทย বাংলা
বাংলা عربى
عربى Hrvatski
Hrvatski čeština
čeština dansk
dansk Nederlands
Nederlands Pilipino
Pilipino Suomalainen
Suomalainen Deutsch
Deutsch Magyar
Magyar Indonesia
Indonesia italiano
italiano Gaeilge
Gaeilge Bahasa Melayu
Bahasa Melayu فارسی
فارسی norsk
norsk Polskie
Polskie Português
Português Română
Română Español
Español Slovák
Slovák svenska
svenska Türk
TürkZískajte informácie o našich priemyselných výstavách a nedávnych udalostiach v našej spoločnosti. $ $
• CNC brúska nožov využíva riadenie programu PLC, ktoré sa ľahko obsluhuje, je rýchle, stabilné, ...
See DetailsPretáčanie stroj na brúsenie nožov obnovuje ostrie škrabiek a stieracích nožov prostredníctvom a metóda kontinuálneho prevíjania brúsenia : čepeľ sa postupne posúva dopredu do kontaktu s rotujúcim brúsnym kotúčom, materiál sa odoberá z reznej hrany čepele presne riadeným procesom a brúsenou čepeľou sa znovu navíja navíjaciu cievku – to všetko v jedinom neprerušovanom. Tento nepretržitý cyklus podávania a brúsenie zabezpečiť potrebu a premiestniť kotúč pri každom brúsení, čo umožňuje dĺžka geometria ostria po celej dĺžke čepele bez únavy obsluhy alebo polohovej chyby.
Stieracie čepele (tiež nazývané stieracie čepele) sú tenké, dlhé čepele používané v tlačiarenské, papierenské, natieracie a upravovacie stroje na zoškrabanie prebytočného atramentu, náteru alebo materiálu z valčekov a valcov, čím sa zabezpečí presne odmeraný filmový materiál, ktorý sa prenáša na substrát. Štandardná stierka môže byť Dĺžka 1 000 až 6 000 mm iba Hrúbka 0,1 až 0,7 mm a musí si udržiavať ostrý, geometrický okraj, aby správne fungoval.
Pri aplikáciách vysokorýchlostnej tlače alebo lakovania sa čepeľ môže opotrebovať alebo odštiepiť v priebehu niekoľkých hodín prevádzky. Namiesto vyhadzovania opotrebovaných čepelí – ktoré predstavujú značné materiálové a výrobné náklady – sa prebrúsením obnoví rezná hrana, čím sa výrazne predlžuje životnosť čepele.

| Komponent | Funkcia |
|---|---|
| Odvíjacia stanica | Drží a posuv riadi opotrebovaného kotúča čepele pri rovnomernom napnutí |
| Systém vodiacich valčekov | Vyrovnáva kotúč bočne a nastavuje uhol nábehu k brúsnemu kotúču |
| Brúsny kotúč | Odstráni materiál na obnovenie geometrie hrán; otáčky riadené motorom |
| Mechanizmus nastavenia uhla | Nastavuje uhol skosenia čepele pre rôzne špecifikácie hrán |
| Chladiaci systém | Zabraňuje tepelnému materiálu čepele počas brúsenia |
| Presný systém pohonu | Riadi rýchlosť podávania čepele a udržiavania synchronizovaného napínania |
| Prevíjacia stanica | Zbiera hotovú brúsenú čepeľ pri kontrolovanom naberaní |
Dobre nakonfigurovaná brúska prevíjacích nožov dokáže pracovať čepele zo širokej škály materiálov zmenou špecifikácií brúsnehoa:

• CNC brúska nožov využíva riadenie programu PLC, ktoré sa ľahko obsluhuje, je rýchle, stabilné, ...
See Details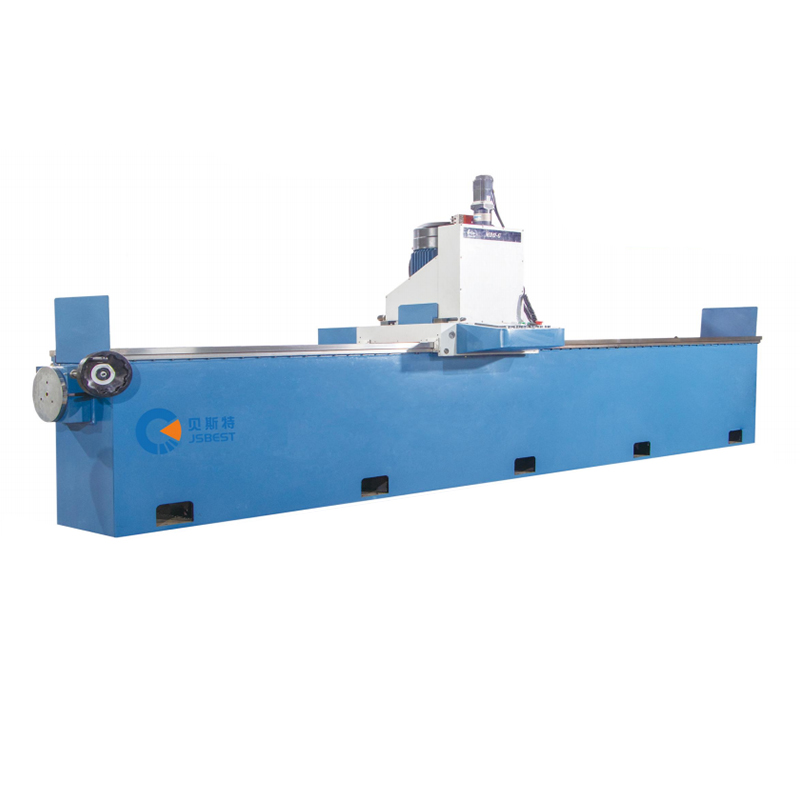
• Celý stroj využíva vysoko pevnú portálovú zváraciu štruktúru s pevnou a kompaktnou celkovou kon...
See Details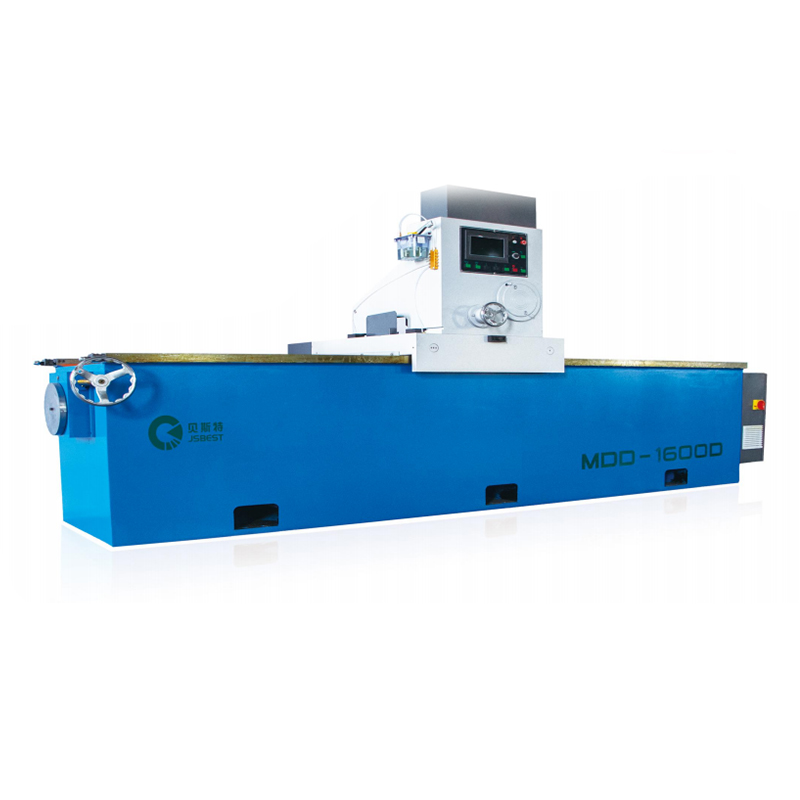
• Brúska využíva portálové lôžko, vysokokvalitné zváranie oceľových plechov, vysokoteplotné tempe...
See Details
• Na elimináciu vnútorného napätia je použitá vysokopevnostná zváraná oceľová konštrukcia ...
See Details
Brúska s dvojitou hlavou je efektívne brúsne zariadenie, ktoré kombinuje hrubé brúsenie a jemné b...
See Details
Vysokovýkonná povrchová frézka a brúska je efektívne spracovateľské zariadenie, ktoré integruje f...
See Details
• Táto brúska s okrúhlymi nožmi využíva program PLC na ovládanie časti automatického podávania, k...
See Details
Konštrukčné vlastnosti CNC brúsky s kruhovým nožom: • Vysoká presnosť brúsenia, hádzanie osi v...
See DetailsZískajte informácie o našich priemyselných výstavách a nedávnych udalostiach v našej spoločnosti. $ $





